Introduction:
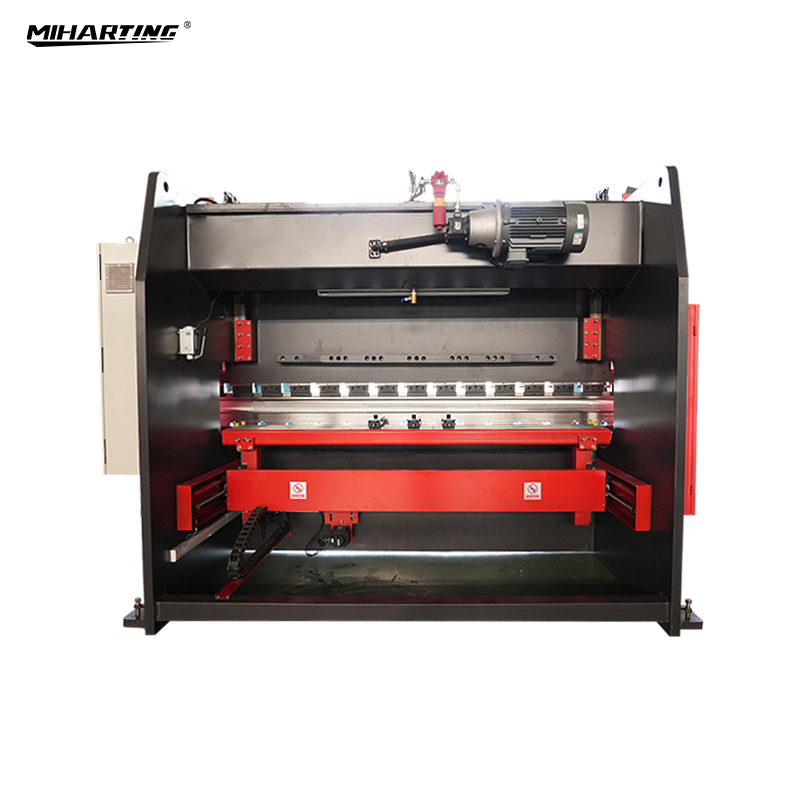
A press brake is an essential tool in metal fabrication used to bend metal sheets into desired shapes. It clamps the workpiece between matching punch and die to create definitive bends.
Press brakes, one of the oldest mechanical metal forming processes dating back to hand-operated techniques of the 19th century, saw a significant advancement in the 1930s with the introduction of hydraulic-driven press brakes, greatly enhancing production efficiency.
There are various types of press brakes, each catering to specific applications, making them indispensable equipment in any manufacturing workshop.
Types:
Mechanical Press Brake: Suitable for light gauge sheet materials.
Pros: Favoured for its speed and simple layout, ideal for specific high-speed applications.
Cons: The force applied by the machine is not easily adjustable, lacking universality and requiring regular maintenance due to component wear.
Hydraulic Press Brake: Suitable for medium to thick gauge sheet materials.
Pros: Hydraulic systems provide controllable and stable bending force, widely used for handling more complex tasks, offering stability, quiet operation, and longer lifespan.
Cons: Hydraulic pumps operate slightly slower than mechanical pumps, and hydraulic oil leakage requires regular maintenance and inspection.
Electric Press Brake: Suitable for small sheet materials.
Pros: Faster response time, energy-efficient, maintains stable bending force with smaller moving parts, reducing maintenance requirements.
Cons: Higher initial investment costs compared to hydraulic systems; may lack strength for extremely high tonnage applications.
CNC Press Brake: Suitable for large-scale and complex shaped sheet metal manufacturing.
Pros: High precision, easy operation, high production efficiency, strong adaptability, labor-saving, and easy maintenance.
Cons: High initial investment costs, operator training required, risk of system malfunctions due to overreliance on technology.
Components and Functions of a Press Brake:
A press brake comprises several components working together to bend metal sheets effectively:
Frame, bed, slide, die, back gauge, and controller.
The frame, the primary structure of the press brake, consists of left and right uprights (or side frames), a worktable (or bed), and a vertically moving slide, supporting other components.
The bed provides a smooth surface for laying the metal sheet to be bent.
The slide, a moving component of the press brake, exerts pressure on the metal sheet connected to hydraulic piston rods on the left and right cylinders (often referred to as Y1, Y2), bending the metal sheet.
The die is a fixed component on the press brake, providing a bending surface for the metal sheet.
The back gauge is a device crucial for precisely positioning the metal sheet for bending.
In a CNC press brake, the back gauge utilizes a motor-driven box or chain-driven measuring system, synchronizing the movement of two ball screws or lead screws to position the measuring rod accurately.
The position of the back gauge is critical as it measures the length of each flange, controlled by the CNC controller.
It controls its own positioning for stops and material attachments, also known as the "fingers" of the measuring rod.
The controller is used to control and operate the press brake.
When operating, the metal sheet is placed on the base of the press brake, precisely positioned using the back gauge for bending.
Subsequently, the slide moves downwards, applying pressure to the metal sheet, positioning it against the die.
The controller adjusts the force generated by the slide and controls other aspects during the bending process.
Working Principle of a Press Brake:
The press brake typically consists of two C-shaped frames on the sides connected to the bottom bed and the top moving crossbeam.
The bottom tool or die is mounted on the bed, and the top tool or punch is mounted on the upper beam.
Both the depth of the punch movement and the bending angle can be precisely controlled.
The press brake can be operated manually or equipped with CNC controllers for complex bending operations.
Metal Forming Techniques on a Press Brake:
Air Bending: Minimal contact between the workpiece and the die edge, with the punch slightly exceeding the top of the selected die.
Bottom Bending: Workpiece is pressed against the die through the punch at the bottom.
Coining: Metal sheet is stamped between the die and punch, achieving precise bending angles.
Press Brake Tooling:
Operators must inspect tool clearances when choosing punches and dies, ensuring they meet manufacturing specifications and are adjusted accordingly.
FAQ:
What is the primary purpose of a press brake?
The main purpose of a press brake is to bend metal sheets into various shapes by applying pressure.
How does a CNC press brake differ from a traditional press brake?
A CNC press brake is a computer-controlled machine tool that operates automatically based on programmed instructions, offering higher precision, efficiency, and flexibility compared to traditional manual press brakes.
How to maintain a press brake for optimal performance?
Regularly inspect all areas for any issues, check hydraulic circuits, mechanical systems, electrical systems, and tools for wear and damage, and ensure proper training for operators before operation.