Introdução:
A pressione o freio é uma ferramenta essencial na fabricação de metal usada para dobrar chapas metálicas nos formatos desejados. Ele fixa a peça de trabalho entre o punção e a matriz correspondentes para criar dobras definitivas.
As prensas dobradeiras, um dos mais antigos processos mecânicos de formação de metal que remonta às técnicas manuais do século 19, tiveram um avanço significativo na década de 1930 com a introdução das prensas dobradeiras acionadas hidraulicamente, aumentando significativamente a eficiência da produção.
Existem vários tipos de dobradeiras, cada uma atendendo a aplicações específicas, tornando-as equipamentos indispensáveis em qualquer oficina de fabricação.
Tipos:
Prensa dobradeira mecânica: Adequado para materiais de chapa leve.
Prós: Favorecido por sua velocidade e layout simples, ideal para aplicações específicas de alta velocidade.
Contras: A força aplicada pela máquina não é facilmente ajustável, carece de universalidade e requer manutenção regular devido ao desgaste dos componentes.
Prensa dobradeira hidráulica: Adequado para materiais de chapa de espessura média a grossa.
Prós: Os sistemas hidráulicos fornecem força de flexão controlável e estável, amplamente utilizada para lidar com tarefas mais complexas, oferecendo estabilidade, operação silenciosa e maior vida útil.
Contras: As bombas hidráulicas operam um pouco mais lentamente do que as bombas mecânicas e o vazamento de óleo hidráulico requer manutenção e inspeção regulares.
Prensa Dobradeira Elétrica: Adequado para materiais em folhas pequenas.
Prós: Tempo de resposta mais rápido, eficiência energética, mantém a força de flexão estável com peças móveis menores, reduzindo os requisitos de manutenção.
Contras: Maiores custos de investimento inicial em comparação com sistemas hidráulicos; pode não ter resistência para aplicações de tonelagem extremamente alta.
Prensa dobradeira CNC: Adequado para fabricação de chapas metálicas em larga escala e formatos complexos.
Prós: Alta precisão, fácil operação, alta eficiência de produção, forte adaptabilidade, economia de trabalho e fácil manutenção.
Contras: Altos custos de investimento inicial, necessidade de treinamento do operador, risco de mau funcionamento do sistema devido à dependência excessiva da tecnologia.
Componentes e funções de uma prensa dobradeira:
Uma prensa dobradeira compreende vários componentes que trabalham juntos para dobrar chapas de metal de maneira eficaz:
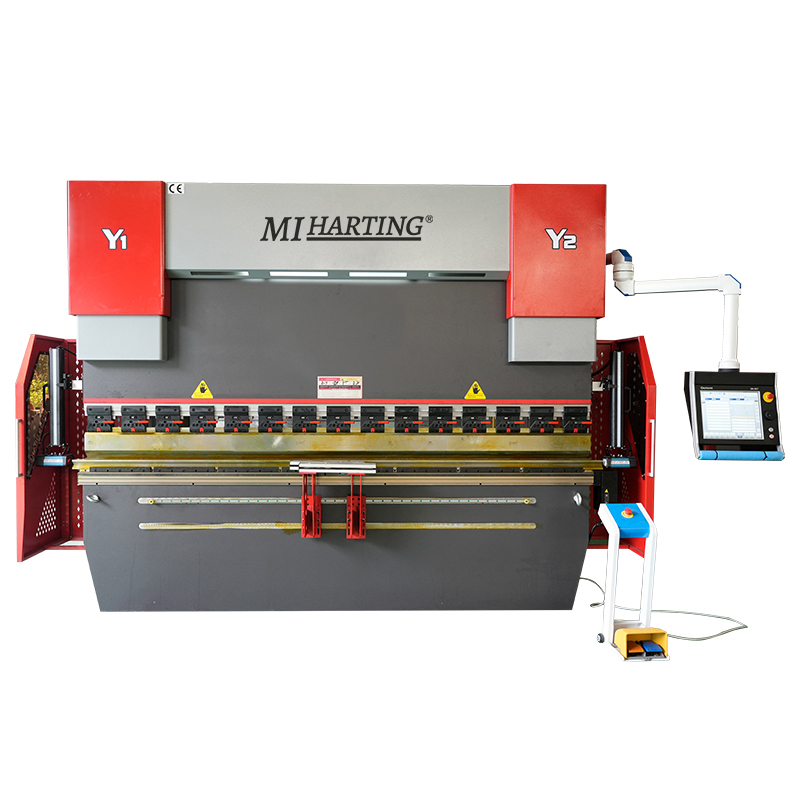
Estrutura, base, corrediça, matriz, medidor traseiro e controlador.
A estrutura, a estrutura primária da prensa dobradeira, consiste em montantes esquerdo e direito (ou estruturas laterais), uma mesa de trabalho (ou cama) e uma corrediça que se move verticalmente, suportando outros componentes.
A base fornece uma superfície lisa para colocar a chapa metálica a ser dobrada.
A corrediça, um componente móvel da prensa dobradeira, exerce pressão sobre a chapa metálica conectada às hastes do pistão hidráulico nos cilindros esquerdo e direito (geralmente chamados de Y1, Y2), dobrando a chapa metálica.
A matriz é um componente fixo na prensa dobradeira, fornecendo uma superfície de dobra para a chapa metálica.
O medidor traseiro é um dispositivo crucial para posicionar com precisão a chapa metálica para dobra.
Em uma prensa dobradeira CNC, o medidor traseiro utiliza uma caixa acionada por motor ou um sistema de medição acionado por corrente, sincronizando o movimento de dois parafusos de esfera ou parafusos de avanço para posicionar a haste de medição com precisão.
A posição do medidor traseiro é crítica, pois mede o comprimento de cada flange, controlado pelo controlador CNC.
Ele controla seu próprio posicionamento para batentes e fixações de materiais, também conhecidos como “dedos” da haste de medição.
O controlador é usado para controlar e operar a prensa dobradeira.
Durante a operação, a chapa metálica é colocada na base da prensa dobradeira, posicionada com precisão usando o medidor traseiro para dobra.
Posteriormente, a corrediça se move para baixo, aplicando pressão na chapa metálica, posicionando-a contra a matriz.
O controlador ajusta a força gerada pela corrediça e controla outros aspectos durante o processo de dobra.
Princípio de funcionamento de uma prensa dobradeira:
A prensa dobradeira normalmente consiste em duas estruturas em forma de C nas laterais conectadas à base inferior e à viga transversal móvel superior.
A ferramenta ou matriz inferior é montada na base e a ferramenta ou punção superior é montada na viga superior.
Tanto a profundidade do movimento do punção quanto o ângulo de curvatura podem ser controlados com precisão.
A prensa dobradeira pode ser operada manualmente ou equipada com controladores CNC para operações complexas de dobra.
Técnicas de conformação de metal em uma prensa dobradeira:
Flexão de Ar: Contato mínimo entre a peça e a borda da matriz, com o punção ultrapassando ligeiramente o topo da matriz selecionada.
Flexão inferior: A peça é pressionada contra a matriz através do punção na parte inferior.
Cunhagem: A chapa metálica é estampada entre a matriz e o punção, obtendo ângulos de curvatura precisos.
Ferramentas de freio de imprensa:
Os operadores devem inspecionar as folgas das ferramentas ao escolher punções e matrizes, garantindo que atendam às especificações de fabricação e sejam ajustados adequadamente.
PERGUNTAS FREQUENTES:
Qual é o objetivo principal de uma prensa dobradeira?
O objetivo principal de uma dobradeira é dobrar chapas de metal em vários formatos, aplicando pressão.
Como uma prensa dobradeira CNC difere de uma prensa dobradeira tradicional?
Uma prensa dobradeira CNC é uma máquina-ferramenta controlada por computador que opera automaticamente com base em instruções programadas, oferecendo maior precisão, eficiência e flexibilidade em comparação com dobradeiras manuais tradicionais.
Como manter uma prensa dobradeira para desempenho ideal?
Inspecione regularmente todas as áreas em busca de quaisquer problemas, verifique os circuitos hidráulicos, os sistemas mecânicos, os sistemas elétricos e as ferramentas quanto a desgaste e danos e garanta o treinamento adequado aos operadores antes da operação.