Введение:
А Нажми на тормоз является важным инструментом в металлообработке, используемым для сгибания металлических листов в желаемую форму. Он зажимает заготовку между соответствующим пуансоном и матрицей для создания четких изгибов.
Листогибочные прессы, один из старейших процессов механической обработки металлов давлением, восходящий к ручным методам 19-го века, значительно продвинулись в 1930-х годах с появлением листогибочных тормозов с гидравлическим приводом, что значительно повысило эффективность производства.
Существуют различные типы листогибочных прессов, каждый из которых предназначен для конкретного применения, что делает их незаменимым оборудованием в любом производственном цехе.
Типы:
Механический листогибочный пресс: Подходит для листового материала небольшой толщины.
Плюсы: Популярен из-за скорости и простоты конструкции, идеально подходит для конкретных высокоскоростных приложений.
Минусы: усилие, прикладываемое машиной, нелегко регулировать, ей не хватает универсальности и требуется регулярное техническое обслуживание из-за износа компонентов.
Гидравлический листогибочный пресс: Подходит для листового материала средней и толстой толщины.
Плюсы: Гидравлические системы обеспечивают контролируемую и стабильную силу изгиба, широко используются для решения более сложных задач, обеспечивают стабильность, бесшумную работу и более длительный срок службы.
Минусы: Гидравлические насосы работают немного медленнее, чем механические, а утечка гидравлического масла требует регулярного обслуживания и проверки.
Электрический листогибочный пресс: Подходит для небольших листовых материалов.
Плюсы: более быстрое время отклика, энергоэффективность, сохранение стабильной силы изгиба при использовании меньших движущихся частей, что снижает требования к техническому обслуживанию.
Минусы: более высокие первоначальные инвестиционные затраты по сравнению с гидравлическими системами; может не хватать прочности для применения в условиях чрезвычайно большого тоннажа.
Листогибочный пресс с ЧПУ: Подходит для крупносерийного производства листового металла сложной формы.
Плюсы: высокая точность, простота в эксплуатации, высокая эффективность производства, высокая адаптируемость, экономия труда и простота обслуживания.
Минусы: высокие первоначальные инвестиционные затраты, необходимость обучения операторов, риск сбоев системы из-за чрезмерной зависимости от технологий.
Компоненты и функции листогибочного пресса:
Листогибочный пресс состоит из нескольких компонентов, работающих вместе для эффективной гибки металлических листов:
Рама, станина, направляющая, матрица, задний упор и контроллер.
Рама, основная конструкция листогибочного пресса, состоит из левой и правой стоек (или боковых рам), рабочего стола (или станины) и вертикально движущихся направляющих, поддерживающих другие компоненты.
Станина обеспечивает гладкую поверхность для укладки сгибаемого металлического листа.
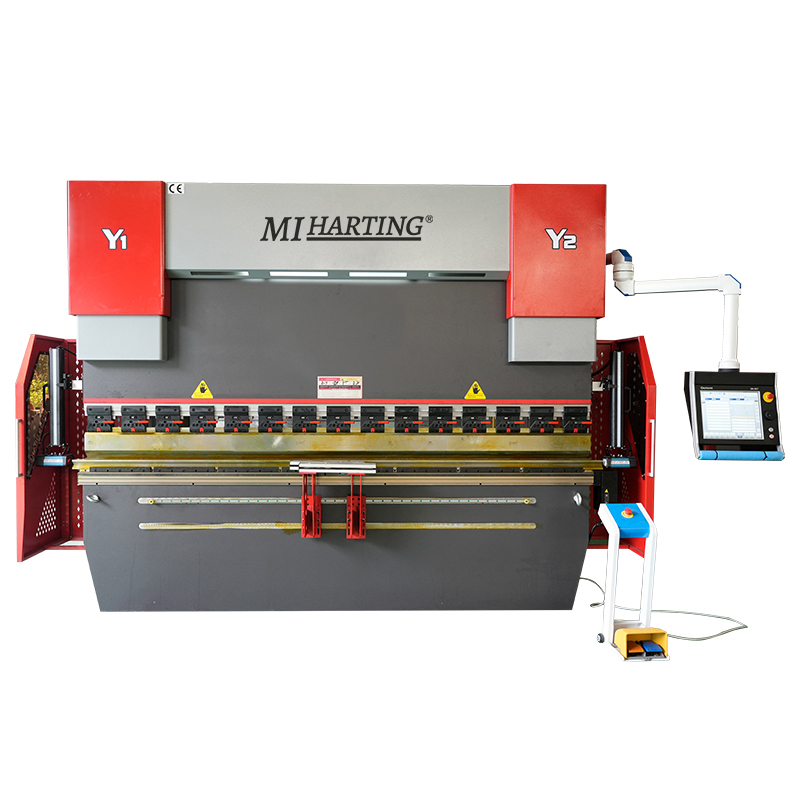
Ползун, подвижный компонент листогибочного пресса, оказывает давление на металлический лист, соединенный со штоками гидравлического поршня на левом и правом цилиндрах (часто называемых Y1, Y2), сгибая металлический лист.
Матрица представляет собой неподвижный компонент листогибочного пресса, обеспечивающий поверхность сгибания металлического листа.
Задний упор — это устройство, которое имеет решающее значение для точного позиционирования металлического листа для гибки.
В листогибочном прессе с ЧПУ задний упор использует коробку с приводом от двигателя или измерительную систему с цепным приводом, синхронизируя движение двух шариковых или ходовых винтов для точного позиционирования измерительного стержня.
Положение заднего упора имеет решающее значение, поскольку он измеряет длину каждого фланца, контролируемую контроллером ЧПУ.
Он контролирует собственное положение упоров и приспособлений для материала, также известных как «пальцы» измерительного стержня.
Контроллер используется для управления и эксплуатации листогибочного тормоза.
Во время работы металлический лист помещается на основание листогибочного пресса и точно позиционируется с помощью заднего упора для гибки.
Затем ползун перемещается вниз, оказывая давление на металлический лист и прижимая его к штампу.
Контроллер регулирует силу, создаваемую ползуном, и контролирует другие аспекты процесса гибки.
Принцип работы листогибочного пресса:
Листогибочный пресс обычно состоит из двух С-образных рам, по бокам соединенных с нижней станиной и верхней подвижной перекладиной.
Нижний инструмент или штамп монтируется на станине, а верхний инструмент или пуансон монтируется на верхней балке.
Можно точно контролировать как глубину движения пуансона, так и угол изгиба.
Листогибочный тормоз может управляться вручную или оснащаться контроллерами ЧПУ для сложных операций гибки.
Методы обработки металла на листогибочном прессе:
Изгиб воздуха: Минимальный контакт между заготовкой и краем матрицы, при этом пуансон слегка выходит за верхнюю часть выбранной матрицы.
Нижний изгиб: Заготовка прижимается к матрице через пуансон внизу.
Чеканка: Металлический лист штампуется между матрицей и пуансоном, обеспечивая точные углы изгиба.
Пресс-тормозная оснастка:
Операторы должны проверять зазоры инструментов при выборе пуансонов и штампов, чтобы убедиться, что они соответствуют производственным спецификациям и соответствующим образом отрегулированы.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ:
Какова основная цель листогибочного пресса?
Основная цель листогибочного пресса — сгибать металлические листы различной формы под действием давления.
Чем листогибочный пресс с ЧПУ отличается от традиционного листогибочного пресса?
Листогибочный пресс с ЧПУ — это станок с компьютерным управлением, который работает автоматически на основе запрограммированных инструкций, обеспечивая более высокую точность, эффективность и гибкость по сравнению с традиционными ручными листогибочными прессами.
Как обеспечить оптимальную производительность листогибочного пресса?
Регулярно проверяйте все участки на предмет каких-либо проблем, проверяйте гидравлические контуры, механические системы, электрические системы и инструменты на предмет износа и повреждений, а также обеспечьте надлежащее обучение операторов перед началом работы.